Intelligent Current Control
Spawanie na długim wylocie drutu połączeń wąskoszczelinowych.

Inteligentna kontrola prądu (ICC) dla Sigma Select
Funkcja MIG/MAG Inteligentna kontrola prądu (ICC) sprawia, że urządzenie jest w stanie stabilnie spawać przy zmiennej długości wolnego wylotu drutu i nadal osiągać wysoką jakość i wtopienie.Pozwala to na zmniejszenie rozmiaru geometrii złącza w obrabianych elementach, co skutkuje mniejszą liczbą spoin potrzebnych do wypełnienia szczeliny.
Korzyści
- Poprawiona jakość spoiny dzięki temu, że zmiana długości wolnego wylotu drutu nie ma wpływu na ilość doprowadzanego ciepła do materiału spawanego.
- Do wypełnienia rowka spawalniczego wykonuje się mniejszą ilość ściegów, co skraca czas potrzebny na wykonanie spoiny.
- Trzykrotnie szybsze wypełnianie złączy w porównaniu do spawania MMA (elektrodą otuloną).
- Zmniejszona ilość materiału wypełniającego prowadzi do oszczędności kosztów materiałów eksploatacyjnych.
- Użycie tego samego urządzenia MIG/MAG zarówno do spawania ściegu graniowego, jak i dodatkowych warstw złącza.


ICC jest idealny do
- Spawania wielościegowego z wąskimi szczelinami.
- Spawania warstwy graniowej.
- Grubych materiałów.
- Wszystkich pozycji spawania.
- Spawania stali niestopowej.
- Spawania ręcznego i zautomatyzowanego.
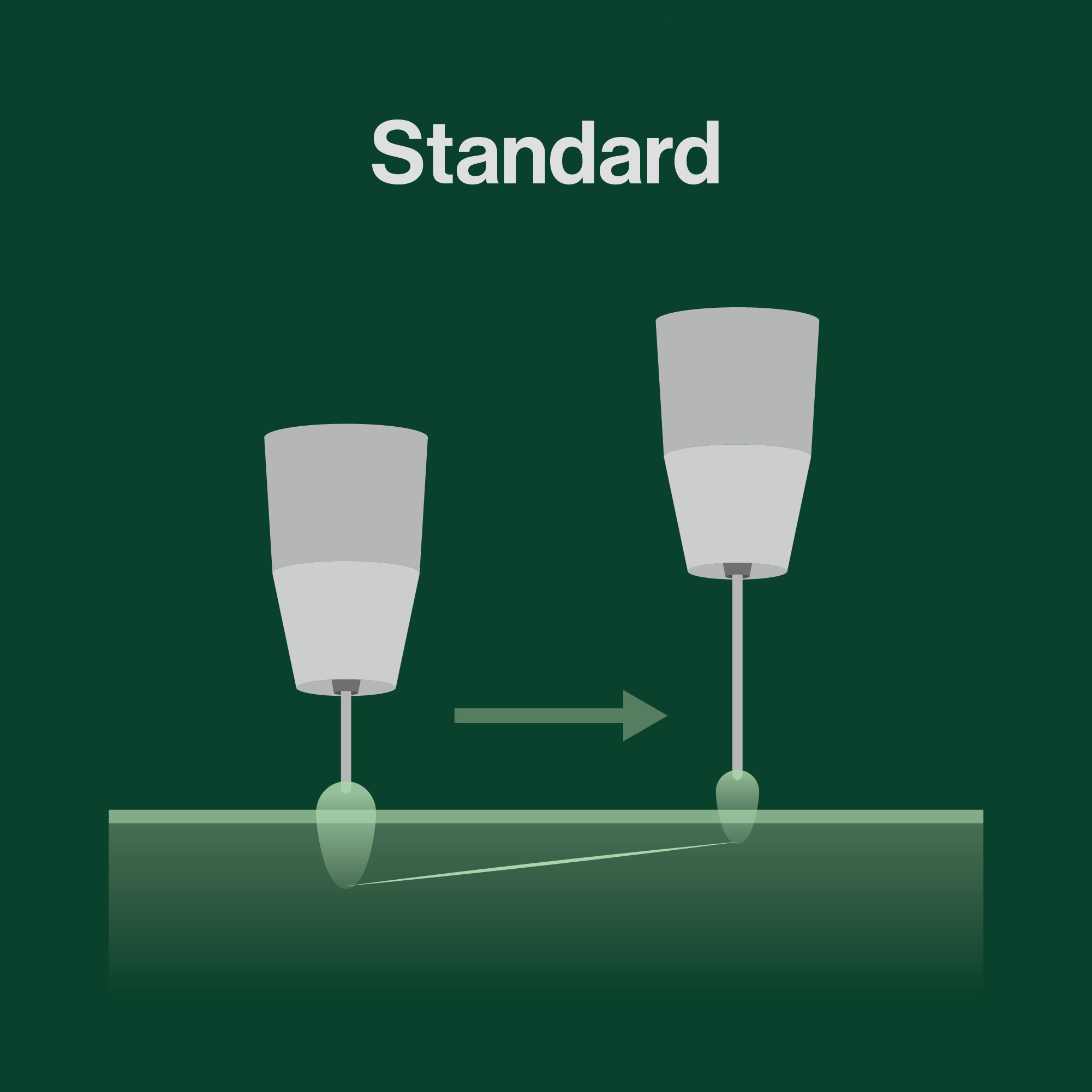
To, co ustawisz, jest tym, co otrzymasz
Zazwyczaj ustawiony prąd spawania określa pożądane natężenie prądu. Zmiana wolnego wylotu wpływa na rezystancję, a w konsekwencji na natężenie prądu spawania. To prowadzi do zmian parametrów w trakcie spawania.
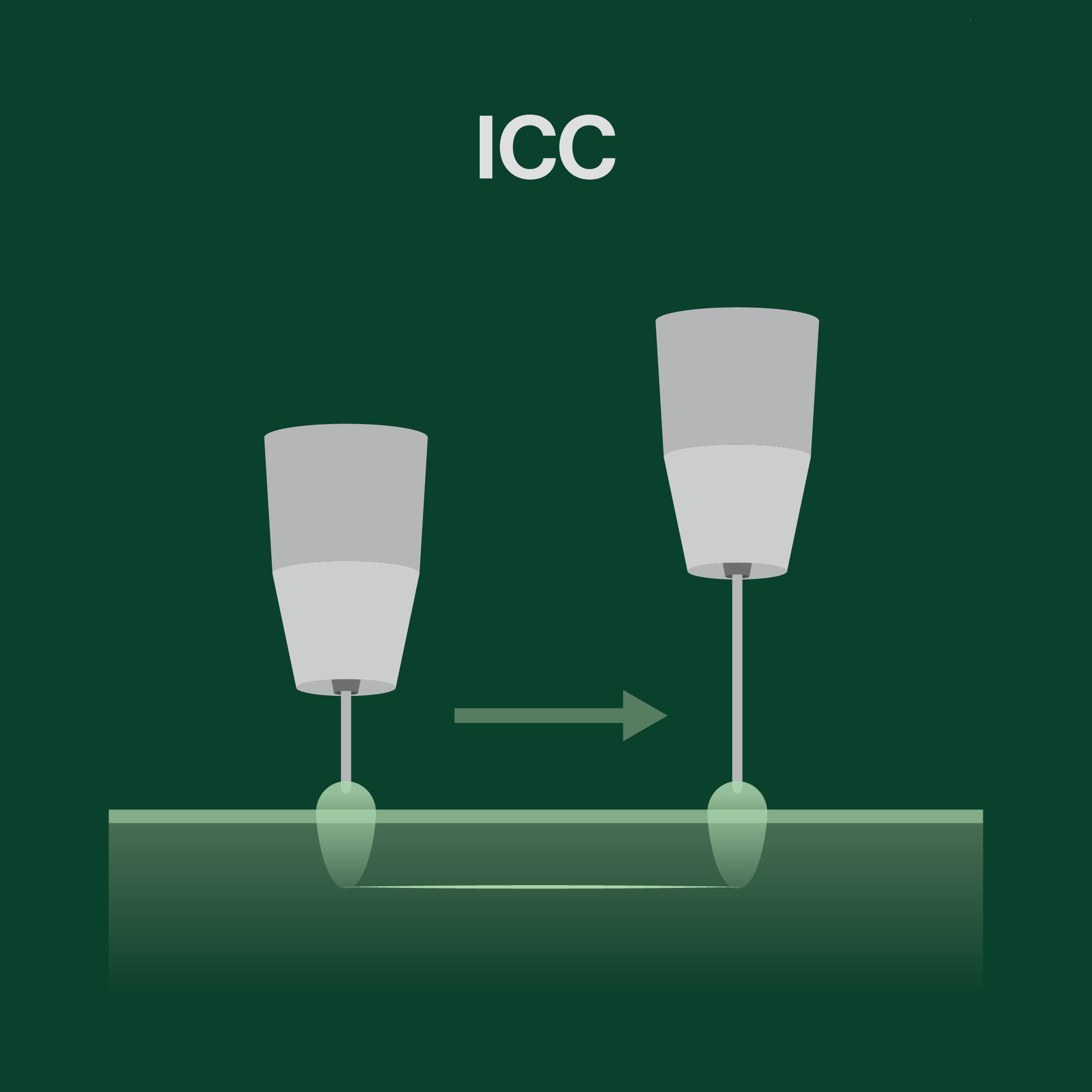
W przypadku ICC ustawiony prąd spawania pozostaje stały przez cały proces spawania dla wylotu drutu do 40 mm. Otrzymujesz to, co ustawisz na panelu sterowania.

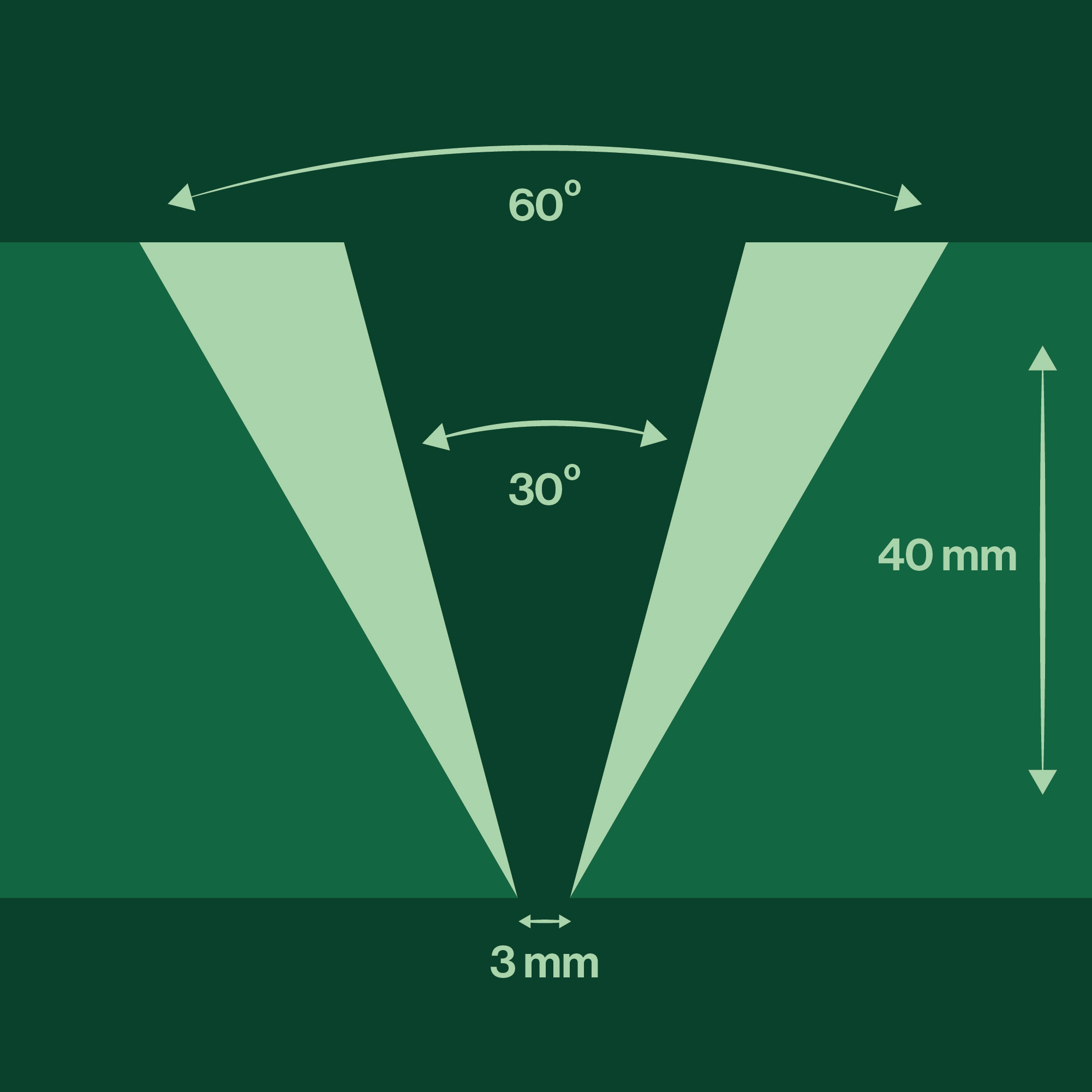
Optymalizacja kąta rowka
Dzięki ICC możliwe jest zmniejszenie kąta rowka na złączach do 30°.
Pozwala to na uzyskanie idealnego przetopu przy jednoczesnym zmniejszeniu liczby warstw wypełniających.
W rezultacie zmniejszamy koszty, ograniczając zużycie materiałów eksploatacyjnych i zyskujemy cenny czas na produkcji.

Stabilny przepływ prądu i wtopienie
Podczas standardowego spawania prądem zwarciowym stabilność łuku jest idealna. Jednak przy zwiększającym wylocie drutu ciśnienie łuku spada, co skutkuje niestabilnym łukiem i niewystarczającym wtopieniem.
Dzięki ICC można utrzymać ciśnienie łuku i przepływ prądu nawet przy długim wysuwie i uzyskać optymalne wtopienie.

Dedykowana dysza gazowa do spawania wąskich szczelin
Wybierz wąską dyszę gazową i końcówkę prądową do swojego uchwytu, aby utrzymać taki sam skupiony łuk, jak w przypadku zwykłego spawania prądem stałym. Używaj jej do spawania wartswy graniowej i kilku pierwszych warstw spoiny wąskoszczelinowej. Kształt dyszy pozwala sięgnąć znacznie dalej. W razie potrzeby przejdź z powrotem na zwykłą dyszę gazową, aby zapewnić optymalną osłonę gazową.